
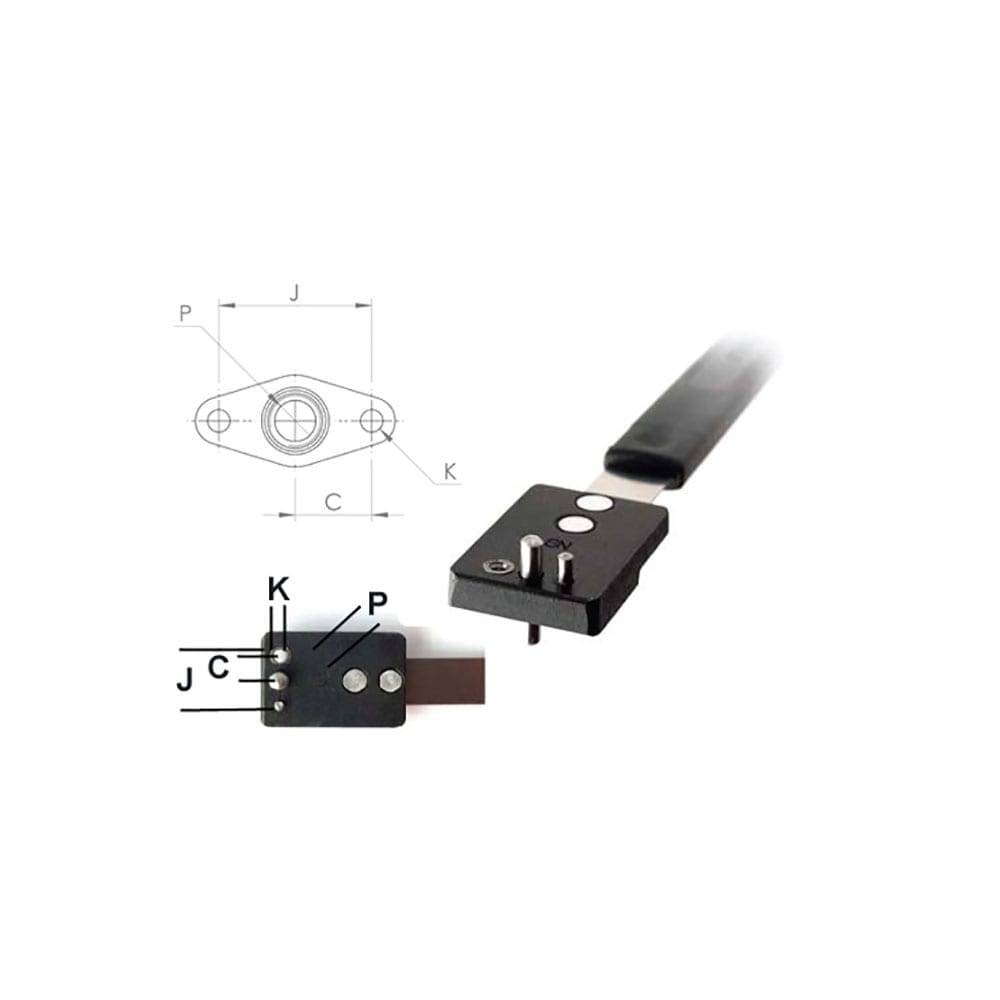
Omega Technologies Single Wing Miniature Nut Plate Jig (SWM) were designed to accurately facilitate rivet hole drilling for standard plate-nuts, anchor-nuts or nut-plates.
Omega Technologies Single Wing Standard Nut Plate Jig (SWS) were designed to accurately facilitate rivet hole drilling for standard plate-nuts, anchor-nuts or nut-plates.

Omega Technologies Corner Wing Miniature Nut Plate Jigs (CWM) were designed to accurately facilitate rivet hole drilling for standard plate-nuts, anchor-nuts or nut-plates.

Omega Technologies Corner Wing Standard Nut Plate Jig (CWS) were designed to accurately facilitate rivet hole drilling for standard plate-nuts, anchor-nuts or nut-plates.
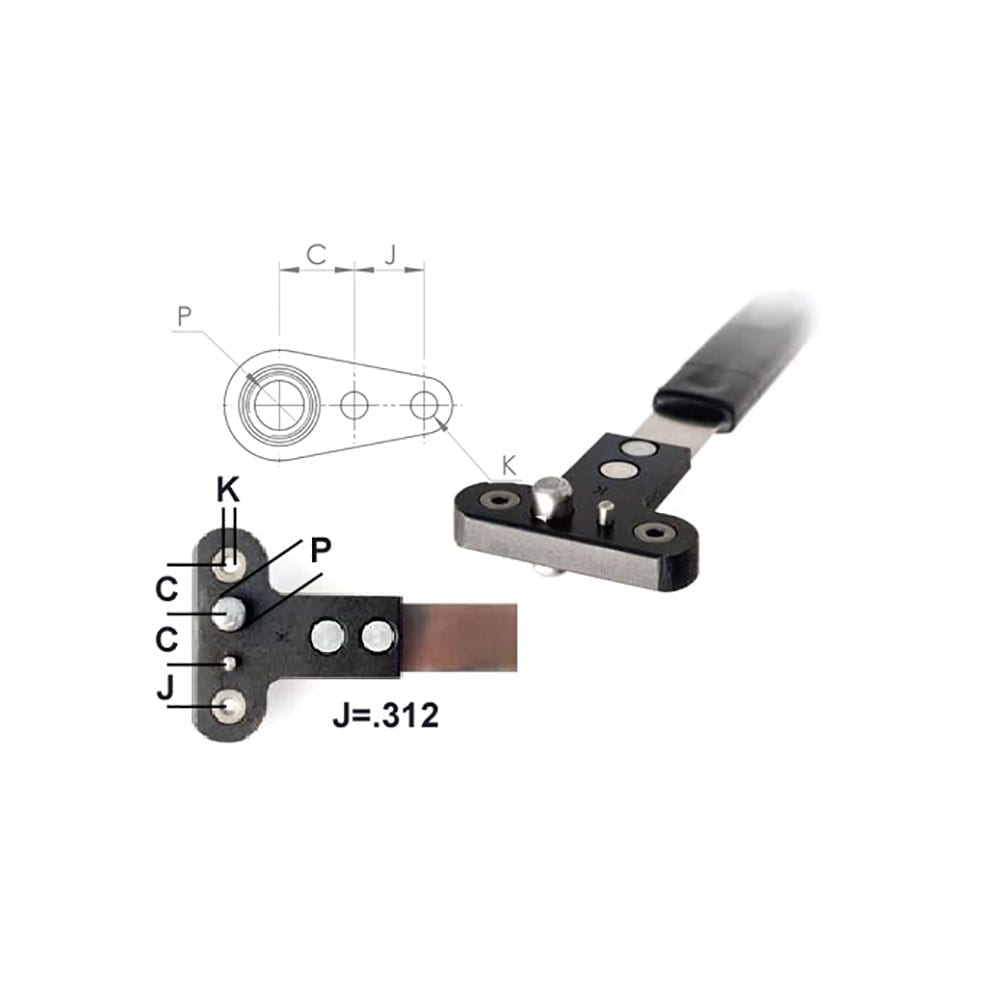
Omega Technologies Two-Lug Double Wing Miniature Nut Plate Jig (DWM) were designed to accurately facilitate rivet hole drilling for standard plate-nuts, anchor-nuts or nut-plates.

Omega Technologies Two-Lug Double Wing Standard Nut Plate Jig (DWS) were designed to accurately facilitate rivet hole drilling for standard plate-nuts, anchor-nuts or nut-plates.
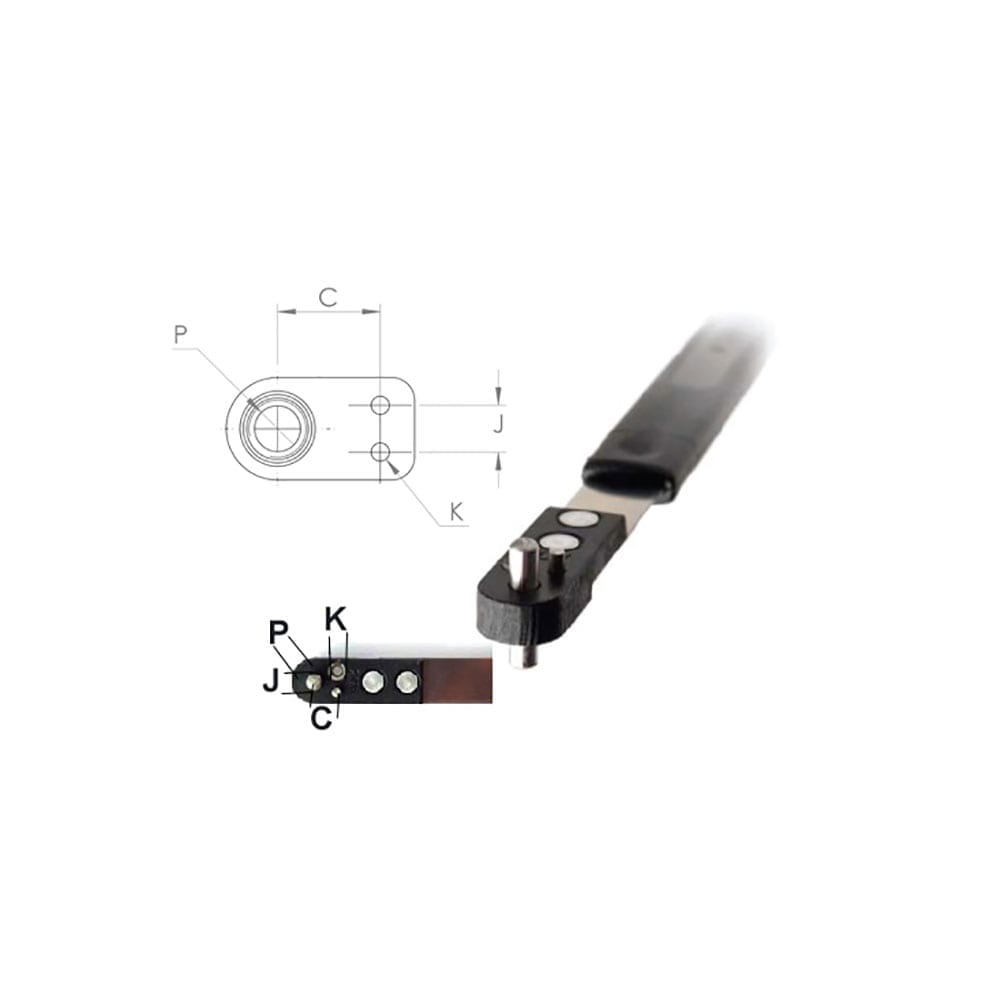
Omega Technologies Side Lug Miniature Nut Plate Jig (SLM) were designed to accurately facilitate rivet hole drilling for standard plate-nuts, anchor-nuts or nut-plates.

